Quoting, Development, Execution: The Journey of Metal Fabricated Parts
May 17, 2023

To the uninitiated, a fabrication shop can seem to be rather chaotic. Press brakes are thumping, machine tools are whirring and forklifts are running up and down the aisles. But if you look carefully, you can begin to see that each movement is planned and calculated for maximum efficiency.
How do all these people know what they’re doing? The coordination doesn’t happen by accident. It takes a lot of thought and planning to take raw material, turn it into a functioning part and ship it to its destination.
Perhaps the easiest way to understand the process at Laser Precision is to follow a part as it moves through the three stages of fabrication: Quoting, Product Development and Execution. For our example, let’s select a bracket assembly.

A preliminary review of the part, known as an APQP (Advanced Product Quality Planning), ensures that any and all quality and engineering requirements for the bracket assembly can, in fact, be completed by the software, machines and personnel in our plant. It also serves as a double check to make sure we can produce the parts to our customer’s exact requirements.
We use the APQP as an opportunity to work with the customer to align their design needs to our fabrication abilities. Simple revisions to the original print can often save money for the customer and decrease delivery times. If the customer can’t budge, we determine if we want to submit a bid for the part. We would never just take the work and hope for the best. If we can’t reliably quote it, we’re very honest about it.
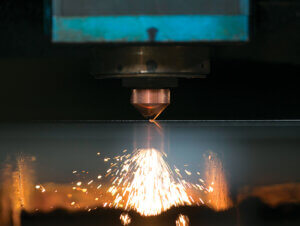 Utilizing the EDP, the order for the bracket assembly is first sent to our lasers, where the profile of the two pieces is cut out of the approved raw material. The part is nested with hundreds and thousands of other parts for the optimal yield out of each sheet. For reference, nesting is much like planning how many cookies can be cut out of one piece of dough.
Utilizing the EDP, the order for the bracket assembly is first sent to our lasers, where the profile of the two pieces is cut out of the approved raw material. The part is nested with hundreds and thousands of other parts for the optimal yield out of each sheet. For reference, nesting is much like planning how many cookies can be cut out of one piece of dough.
After each step, the bracket assembly goes to the Quality Department, where we use our 2D & 3D scanners to make sure everything lines up with the print. We create a distilled-down inspection criteria report for floor operators, which is called a Control Plan. So, when the part comes through again, it’s not a new part anymore. It’s now a production part. From this point on, the machine operators perform the quality control inspections. Quality doesn’t see the part again unless there’s an issue.

After the metal components for the bracket assembly have been bulk cut on our laser machines, formed and machined, welding is used to connect the pieces together. Our welders are certified for almost any metal-to-metal welding job. For high-volume jobs, we have a Miller PerformArc 350S high output welding system (PA350S).